| |

|
|
|
|
|
|
|
|
|
|
|
|
| |
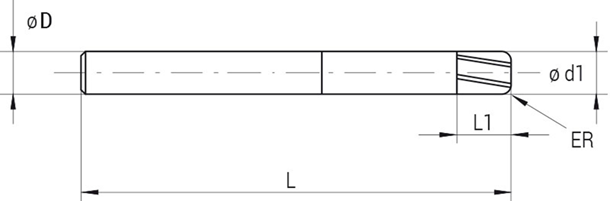
Schnittdaten für
VHM-Torusfräser 421
|
|
|
|
| |
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
| |
Prehardened Steel 35 ≤
HRC < 45
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Cutting Depth, Ap (mm)
|
0,050 x D
|
|
|
|
|
|
|
|
|
|
|
|
Cutting Width, Ae (mm)
|
0,310 x D
|
|
|
|
|
|
|
|
|
|
|
|
Vc
|
90
|
|
|
|
|
|
d1
|
L1
|
L
|
D
|
ER
|
Z
|
S
|
fz
|
f mm/min
|
ap
|
ae
|
|
421 020 005
|
2
|
3
|
60
|
6
|
0,5
|
4
|
14300
|
0,075
|
4300
|
0,1
|
0,62
|
|
421 030 005
|
3
|
5
|
60
|
6
|
0,5
|
4
|
9500
|
0,120
|
4600
|
0,15
|
0,93
|
|
421 040 005
|
4
|
6
|
60
|
6
|
0,5
|
4
|
7200
|
0,200
|
5800
|
0,2
|
1,24
|
|
421 060 005
|
6
|
9
|
60
|
6
|
0,5
|
4
|
4800
|
0,231
|
4400
|
0,3
|
1,86
|
|
421 080 005
|
8
|
12
|
64
|
8
|
0,5
|
6
|
3600
|
0,375
|
8100
|
0,4
|
2,48
|
|
421 080 010
|
8
|
12
|
64
|
8
|
1,0
|
6
|
3600
|
0,375
|
8100
|
0,4
|
2,48
|
|
421 100 005
|
10
|
15
|
75
|
10
|
0,5
|
6
|
2900
|
0,405
|
7000
|
0,5
|
3,1
|
|
421 100 010
|
10
|
15
|
75
|
10
|
1,0
|
6
|
2900
|
0,405
|
7000
|
0,5
|
3,1
|
|
421 120 005
|
12
|
18
|
75
|
12
|
0,5
|
6
|
2400
|
0,435
|
6300
|
0,6
|
3,72
|
|
421 120 010
|
12
|
18
|
75
|
12
|
1
|
6
|
2400
|
0,435
|
6300
|
0,6
|
3,72
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Nickel Alloy
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Cutting Depth, Ap (mm)
|
0,034 x D
|
|
|
|
|
|
|
|
|
|
|
|
Cutting Width, Ae
(mm)
|
0,310 x D
|
|
|
|
|
|
|
|
|
|
|
|
Vc
|
40
|
|
|
|
|
|
d1
|
L1
|
L
|
D
|
ER
|
Z
|
S
|
fz
|
f mm/min
|
ap
|
ae
|
|
421 020 005
|
2
|
3
|
60
|
6
|
0,5
|
4
|
6400
|
0,075
|
1900
|
0,068
|
0,62
|
|
421 030 005
|
3
|
5
|
60
|
6
|
0,5
|
4
|
4200
|
0,120
|
2000
|
0,102
|
0,93
|
|
421 040 005
|
4
|
6
|
60
|
6
|
0,5
|
4
|
3200
|
0,200
|
2600
|
0,136
|
1,24
|
|
421 060 005
|
6
|
9
|
60
|
6
|
0,5
|
4
|
2100
|
0,231
|
1900
|
0,204
|
1,86
|
|
421 080 005
|
8
|
12
|
64
|
8
|
0,5
|
6
|
1600
|
0,375
|
3600
|
0,272
|
2,48
|
|
421 080 010
|
8
|
12
|
64
|
8
|
1,0
|
6
|
1600
|
0,375
|
3600
|
0,272
|
2,48
|
|
421 100 005
|
10
|
15
|
75
|
10
|
0,5
|
6
|
1300
|
0,405
|
3200
|
0,34
|
3,1
|
|
421 100 010
|
10
|
15
|
75
|
10
|
1,0
|
6
|
1300
|
0,405
|
3200
|
0,34
|
3,1
|
|
421 120 005
|
12
|
18
|
75
|
12
|
0,5
|
6
|
1100
|
0,435
|
2900
|
0,408
|
3,72
|
|
421 120 010
|
12
|
18
|
75
|
12
|
1
|
6
|
1100
|
0,435
|
2900
|
0,408
|
3,72
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Cobalt Alloy
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Cutting Depth, Ap (mm)
|
0,034 x D
|
|
|
|
|
|
|
|
|
|
|
|
Cutting Width, Ae
(mm)
|
0,310 x D
|
|
|
|
|
|
|
|
|
|
|
|
Vc
|
50
|
|
|
|
|
|
d1
|
L1
|
L
|
D
|
ER
|
Z
|
S
|
fz
|
f mm/min
|
ap
|
ae
|
|
421 020 005
|
2
|
3
|
60
|
6
|
0,5
|
4
|
8000
|
0,075
|
2400
|
0,068
|
0,62
|
|
421 030 005
|
3
|
5
|
60
|
6
|
0,5
|
4
|
5300
|
0,120
|
2500
|
0,102
|
0,93
|
|
421 040 005
|
4
|
6
|
60
|
6
|
0,5
|
4
|
4000
|
0,200
|
3200
|
0,136
|
1,24
|
|
421 060 005
|
6
|
9
|
60
|
6
|
0,5
|
4
|
2700
|
0,231
|
2500
|
0,204
|
1,86
|
|
421 080 005
|
8
|
12
|
64
|
8
|
0,5
|
6
|
2000
|
0,375
|
4500
|
0,272
|
2,48
|
|
421 080 010
|
8
|
12
|
64
|
8
|
1,0
|
6
|
2000
|
0,375
|
4500
|
0,272
|
2,48
|
|
421 100 005
|
10
|
15
|
75
|
10
|
0,5
|
6
|
1600
|
0,405
|
3900
|
0,34
|
3,1
|
|
421 100 010
|
10
|
15
|
75
|
10
|
1,0
|
6
|
1600
|
0,405
|
3900
|
0,34
|
3,1
|
|
421 120 005
|
12
|
18
|
75
|
12
|
0,5
|
6
|
1300
|
0,435
|
3400
|
0,408
|
3,72
|
|
421 120 010
|
12
|
18
|
75
|
12
|
1
|
6
|
1300
|
0,435
|
3400
|
0,408
|
3,72
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Hardened Steel 45 ≤ HRC
< 52
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Cutting Depth, Ap (mm)
|
0,040 x D
|
|
|
|
|
|
|
|
|
|
|
|
Cutting Width, Ae
(mm)
|
0,310 x D
|
|
|
|
|
|
|
|
|
|
|
|
Vc
|
80
|
|
|
|
|
|
d1
|
L1
|
L
|
D
|
ER
|
Z
|
S
|
fz
|
f mm/min
|
ap
|
ae
|
|
421 020 005
|
2
|
3
|
60
|
6
|
0,5
|
4
|
12700
|
0,075
|
3800
|
0,08
|
0,62
|
|
421 030 005
|
3
|
5
|
60
|
6
|
0,5
|
4
|
8500
|
0,120
|
4100
|
0,12
|
0,93
|
|
421 040 005
|
4
|
6
|
60
|
6
|
0,5
|
4
|
6400
|
0,199
|
5100
|
0,16
|
1,24
|
|
421 060 005
|
6
|
9
|
60
|
6
|
0,5
|
4
|
4200
|
0,233
|
3900
|
0,24
|
1,86
|
|
421 080 005
|
8
|
12
|
64
|
8
|
0,5
|
6
|
3200
|
0,373
|
7200
|
0,32
|
2,48
|
|
421 080 010
|
8
|
12
|
64
|
8
|
1,0
|
6
|
3200
|
0,373
|
7200
|
0,32
|
2,48
|
|
421 100 005
|
10
|
15
|
75
|
10
|
0,5
|
6
|
2500
|
0,412
|
6200
|
0,4
|
3,1
|
|
421 100 010
|
10
|
15
|
75
|
10
|
1,0
|
6
|
2500
|
0,412
|
6200
|
0,4
|
3,1
|
|
421 120 005
|
12
|
18
|
75
|
12
|
0,5
|
6
|
2100
|
0,439
|
5500
|
0,48
|
3,72
|
|
421 120 010
|
12
|
18
|
75
|
12
|
1
|
6
|
2100
|
0,439
|
5500
|
0,48
|
3,72
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Hardened Steel 52 ≤ HRC
< 68
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Cutting Depth, Ap (mm)
|
0,034 x D
|
|
|
|
|
|
|
|
|
|
|
|
Cutting Width, Ae
(mm)
|
0,310 x D
|
|
|
|
|
|
|
|
|
|
|
|
Vc
|
70
|
|
|
|
|
|
d1
|
L1
|
L
|
D
|
ER
|
Z
|
S
|
fz
|
f mm/min
|
ap
|
ae
|
|
421 020 005
|
2
|
3
|
60
|
6
|
0,5
|
4
|
11100
|
0,075
|
3300
|
0,068
|
0,62
|
|
421 030 005
|
3
|
5
|
60
|
6
|
0,5
|
4
|
7400
|
0,120
|
3600
|
0,102
|
0,93
|
|
421 040 005
|
4
|
6
|
60
|
6
|
0,5
|
4
|
5600
|
0,199
|
4500
|
0,136
|
1,24
|
|
421 060 005
|
6
|
9
|
60
|
6
|
0,5
|
4
|
3700
|
0,232
|
3400
|
0,204
|
1,86
|
|
421 080 005
|
8
|
12
|
64
|
8
|
0,5
|
6
|
2800
|
0,373
|
6300
|
0,272
|
2,48
|
|
421 080 010
|
8
|
12
|
64
|
8
|
1,0
|
6
|
2800
|
0,373
|
6300
|
0,272
|
2,48
|
|
421 100 005
|
10
|
15
|
75
|
10
|
0,5
|
6
|
2200
|
0,410
|
5400
|
0,34
|
3,1
|
|
421 100 010
|
10
|
15
|
75
|
10
|
1,0
|
6
|
2200
|
0,410
|
5400
|
0,34
|
3,1
|
|
421 120 005
|
12
|
18
|
75
|
12
|
0,5
|
6
|
1900
|
0,425
|
4800
|
0,408
|
3,72
|
|
421 120 010
|
12
|
18
|
75
|
12
|
1
|
6
|
1900
|
0,425
|
4800
|
0,408
|
3,72
|